(!)Due to
Microsoft's end of support for Internet Explorer 11 on 15/06/2022, this site does not support the recommended
environment.
Instead, please kindly use other browsers like Google Chrome, Microsoft Edge or Mozilla
Firefox.
- Labour Day & Japan Golden Week Holiday Notice: Some suppliers will be on extended holidays during this period. Lead times may be longer than usual. Please check the updated lead times on our website before placing your order. More details
- Notice of End of Sales for Economy Series Pneumatic Equipment Category. More details.
Drilling methods and types
Opening cylindrical holes and tapped holes
Drilling is a means of opening cylindrical holes using cutting tools. These holes can be both
shallow and deep. There are various post-drilling processes including broaching, reaming, and
counter boring, while there are also various finishing processes such as skiving and roller
burnishing.
In these processes, the drill rotates and moves in a linear motion.
The high-speed steel (HSS) twist drill that was developed more than 50 years ago is still used
today. Development of new HSS and carbide drills has also advanced, and there has been rapid
progress in the development of replaceable blade-type drills for high productivity. The majority
of workpieces have 1 or multiple holes, and many are processed using CNC lathes or in machining
centers. Dedicated drilling machines are on the decline.

Cutting conditions
The cutting conditions required for drilling are the same as those for turning and milling.
| Spindle speed (n) | Drill rotational speed (spindle rotational speed) (rpm) |
|---|---|
| Cutting speed (Vc) |
Blade surface cutting speed (m/min.)  D is the drill diameter; n is the spindle speed (drill rotational speed) |
| Feed rate (Vf) |
The feed (fn) per rotation is also important. The combination of cutting speed and feed per rotation changes the tool’s lifespan and cutting chip processing performance. Feed per minute (Vf) is the speed at which the drill enters and opens a hole in the workpiece. Vf = fn × n (mm/min.) |
|
Feed × Rotational speed = Cutting speed *Example using an HSS twist drill |
|---|
|
The cutting speed (rotational speed) is 20 m/min.
(1) The drill will move 31.4 mm at 1 rotation per
second.
ø10 mm × 3.14 × 1 rotation = 31.4 mm/sec. In per minute speed, this is 31.4 × 60 = 1,884 mm/min. In meters, this is 1,884 ÷ 1,000 = 1.884 m/min. 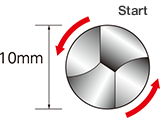
(2) At 10 rotations per second
ø10 mm × 3.14 × 10 rotations = 314 mm/sec. In per minute speed, this is 314 × 60 = 18,840 mm/sec. In meters, this is 18,840 ÷ 1,000 = 18.84 m/min. 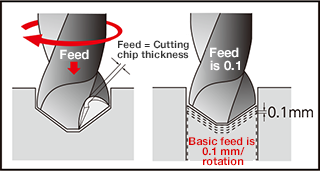
At 600 rotations per minute, 0.1 × 600 = 60 mm/min. |
What is thinning
Thinning is the process of forming the cutting edge of the web of the drill.
A small part of the web on the chisel edge is removed, and the cutting edge is formed as a
negative rake angle.
Thinning mainly improves the performance of the chamfer of the drill and reduces cutting force,
and so can help to improve drilling efficiency.
| Shape |
X style 
|
XR style 
|
S style 
|
N style 
|
|---|---|---|---|---|
| Features | This style greatly reduces thrust load and improves the performance of the chamfer. It is effective when the web is comparatively large. | Although the performance of the chamfer is slightly inferior to that of the X style, the cutting edge is incredibly strong and it is compatible with a wide range of work material. This style has a long lifespan. | This style allows for easy grinding and is commonly used. | It is effective when the web is comparatively large. |
| Main application | General drilling, deep hole drilling | General drilling, stainless steel drilling | General drilling for steel, cast iron, and non-ferrous metals | Deep hole drilling |
Drilling information
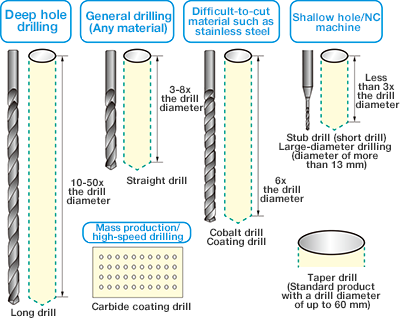
General drills
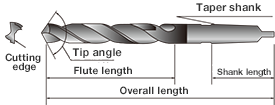
■ Straight drills

■ Taper drills
| Blade shape |

|

|

|
|---|---|---|---|
| Application | General use | Cast iron and aluminum | Manganese steel and high hardness materials |
3 drilling types
|
Solid drilling (pure drilling) |
The most common type of shallow hole drilling is pure drilling (solid drilling). 
|
|---|---|
|
Trepanning *Using a trepanning drill |
Trepanning is mainly used to drill large-diameter holes. 
|
|
Counter boring *A drilling method used to make an existing hole bigger |
Although sometimes throw-away drills are used, normally the accuracy is not enough. As a pilot hole makes the drill cutting edge shape asymmetric, the load on the cutting edge becomes uneven, and the drill makes the recess diameter shorter. As such, the drill is impacted by the machining allowance of the pilot hole, and drilling accuracy worsens.
|
Oil amount and oil pressure
In drilling, the amount of cutting oil and the oil pressure is key. Cutting chips are constantly generated in the drilling process, and so it is essential that these chips are quickly discharged. When a drill is drilling deep into a workpiece, cutting oil spreads across the surface of the drill tip to promote smooth chip generation. These chips must be discharged via the channel through which the main drill body passes. The amount of cutting oil is measured at the exit point of the cutting edge.
For example:
20 liters per minute are required for drill diameter of 20 mm.
Indexable drill (throw-away drill)
Indexable drills come in 2 types: Head replacement type drills (in which the shape of the insert is the shape of the drill tip) and tip replacement drills.
Reference: Coco Mite Vol. 2
PDF list
Payment Method
- Credit Card
- PayPal
- Bank Transfer
Social Media
MISUMI Contact
Copyright © MISUMI Corporation All Rights Reserved.